 Registration is open for NSPECon26 in New York City, New York!
Registration is open for NSPECon26 in New York City, New York! Volunteering at NSPE is a great opportunity to grow your professional network and connect with other leaders in the field.
Volunteering at NSPE is a great opportunity to grow your professional network and connect with other leaders in the field. Decisions at the ballot box influence policies that support engineering standards and public safety.
Decisions at the ballot box influence policies that support engineering standards and public safety.Not long ago, net-zero cement seemed unattainable. But even though its development—and definition—are still evolving, the levers that enable cement manufacturers to achieve net-zero are coming into focus.
In November 2024, the Global Cement and Concrete Association (GCCA) launched "low carbon" and "near zero" definitions for cement and concrete at the COP29 climate conference in Baku, Azerbaijan. Nearzero is considered an important step toward achieving net-zero. The GCCA built on the work of the International Energy Agency (IEA), who previously proposed a global labeling system for low-emission and near-zero emission cement. The GCCA recommended adoption of the IEA definitions, and the use of static clinker to cement ratio by countries. The system "differentiates cements according to their clinker/cement ratio and defines six emissions performance labels categories, ranging from nearzero emissions to low emissions A, B, C, D, and E cements." The GCCA’s recommended definition for near zero cement ranges from 40 to 125 kg CO2e/t cement for different clinker cement ratios.
Navigating the Complexities: Configuring Plants to Produce Net- or Near-Zero Cement
The first Heidelberg Materials plant to achieve net-zero in North America according to the newest definitions will be in Edmonton, Alberta. This plant provides an excellent case study of the various methods implemented to lower the embodied carbon of the cement produced at the plant.
Carbon capture and storage (CCS) or in some situations, carbon capture, utilization, and storage (CCUS), is the foundational means by which a cement plant can achieve a net-zero product. Reducing CO2 emissions from cement production is a necessary step toward achieving true near-zero carbon concrete. Currently, carbon neutral concrete calculations rely on the purchase of offset credits. Capturing and storing CO2, however, allows for direct greenhouse gas (GHG) reductions and hence avoids the use of offsets. According to the International Energy Agency (IEA), carbon capture utilization and storage is effectively the only technology solution for deep CO2 emissions reductions from cement production. Considering current carbon-reduction goals and timeframes, implementing scalable solutions is critical. And unlike operation-stage carbon emissions, which can be reduced throughout the life of a building, reducing embodied carbon emissions must be accomplished before construction. Currently, carbon capture is the only technology capable of reducing embodied carbon in the built environment at the necessary scale. CCS at the Edmonton plant is expected to capture over 1 million tonnes of CO2 annually as early as 2028.
Carbon capture is not a new concept, but it has been historically used only in industrial sectors like petroleum and coal-fired power generation. The application of CCS to cement kilns is novel because kiln applications have unique complexities, including differences in flue gas makeup and process characteristics.
CCS technology is not a simple "add-on" to existing equipment. Carbon capture facilities include multiple structures and are often of such significant size and complexity that they must be located on sites adjacent to existing plants. Additionally, there is no simple or single mechanism for capturing CO2. Currently, a variety of technologies for carbon capture are commercially available. Chemical absorption using amine, a chemical compound derivative of ammonia, is the most commonly used CO2 separation technique in the cement industry.
CCS at the Edmonton plant will use an amine-based, post-combustion CO2 capture system that will be located on a site near the existing plant. The process begins with a diverter at the base of the kiln exhaust stack that will route the flue gas to the CCS facility where it is cooled to 30-40 degrees Celsius and directed to an absorber tower where it is exposed to an aqueous solution of proprietary amines. In the absorber tower, the CO2 in the flue gas forms a relatively weak and reversible molecular bond with the amines and is therefore selectively removed. After the CO2 has been removed, the flue gas is allowed to exhaust to atmosphere. The "rich" amine solution is pumped to a desorber tower, where steam heat is used to remove the CO2 and the "lean" amine solution is subsequently returned to the absorber tower where the process is repeated.
Captured CO2 is compressed at the plant, and transported by pipeline to permanent, safe storage in deep wells outside the city. Alberta is a geologically ideal location for this type of well, and the proximity of carbon storage is a key factor enabling the Edmonton plant to achieve the highest threshold of carbon reduction—net-zero.
A Heidelberg Materials cement carbon capture plant in Brevik, Norway, expected to begin production this year, will be the world’s first industrial-scale CO2-capture facility in the cement industry. The project is part of the Norwegian government’s Longship program, which aims to demonstrate the capture, transport, and safe storage of CO2 from industrial sources.
The continued development of Product Category Rules (PCRs) and Environmental Product Declarations (EPDs) will support greater clarification and transparency at the product level. This is especially important as improvements to CCS technology outpace standards and regulations; a PCR dedicated to CCS should be created so that the emission reductions of CCS can be reflected on EPDs. A CCS-dedicated PCR would promote third-party-approved transparency while fostering a stronger lowest carbon product procurement process.
Carbon Reduction Strategy Requires a Multi-Dimensional Approach
The Edmonton cement plant will employ several technologies in addition to CCS to reduce embodied carbon, contributing to a net-zero final product. There is no silver bullet; while CCUS is fundamental to achieving net-zero cement, the overall decarbonization strategy requires a multidimensional approach which includes innovative technology to replace clinker, combined heat and power, and using alternative fuels (Figure 1).
Alternative fuels derived from household, commercial, and construction waste are already replacing fossil fuels in the production process to provide a substantial carbon reduction benefit. These alternative fuels contain biomass in the form of waste wood and paper products which have absorbed CO2 from the atmosphere relatively recently. When this biomass is combusted, the resulting CO2 is returned to the atmosphere, unlike CO2 from combustion of fossil fuels which is added to the atmosphere. Moreover, using CCS will remove CO2 from the atmosphere as the biogenic carbon component of the alternative fuels is captured and permanently stored underground.
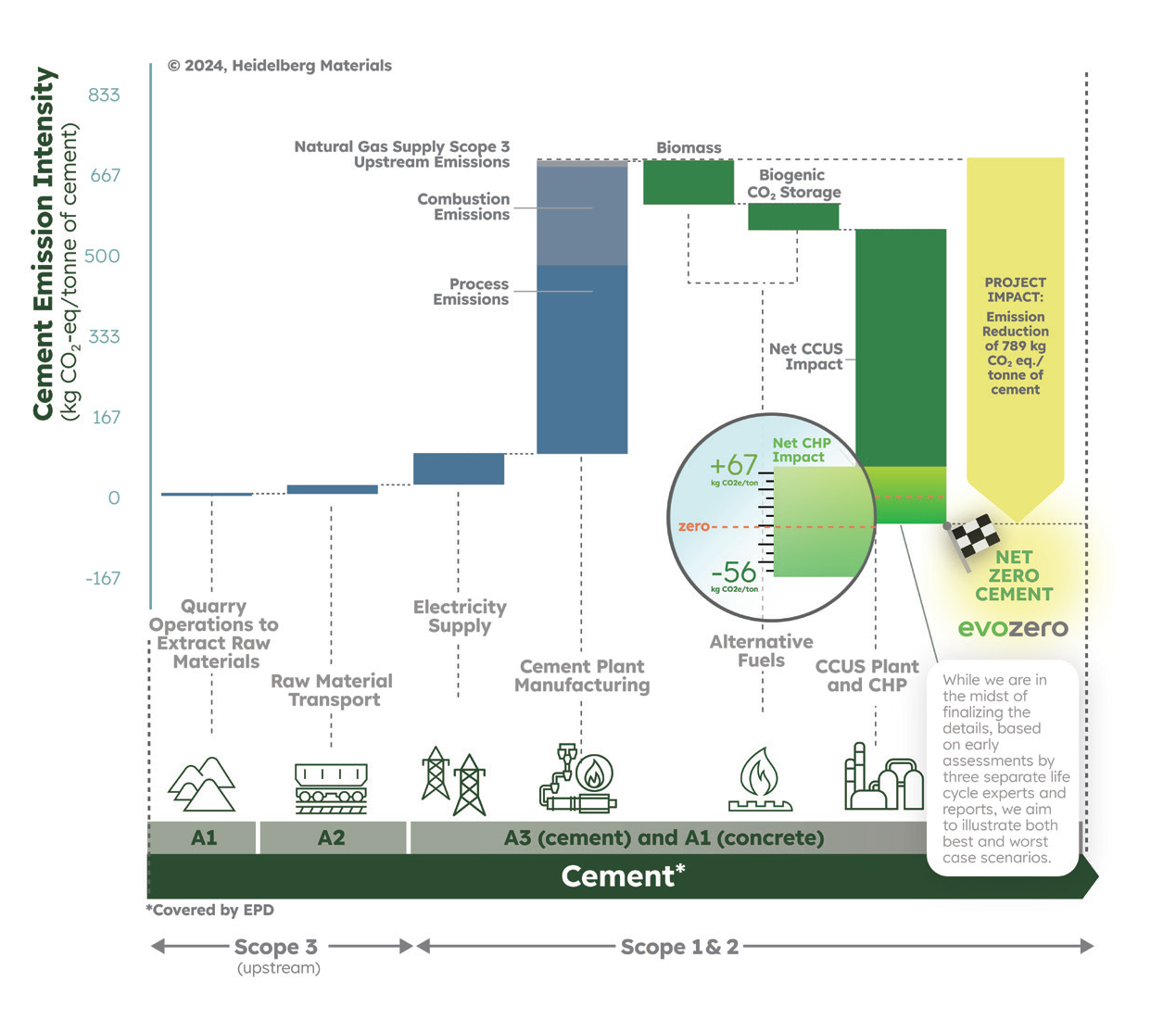
Carbon Footprint Projection of evoZero® Cement from Heidelberg Materials’ Edmonton Plant.
The use of combined heat and power (CHP) is another effective carbon reduction strategy. At the Edmonton plant, CHP is integral to the success of the project because it provides both steam and electricity and allows the capture system to continue operating when the cement plant is stopped for maintenance. The EPA has pointed out that conventional, separate facilities for power and heat generation waste nearly two-thirds of the energy generated. CHP technology eliminates that inefficiency, taking advantage of on-site power production to route excess heat to applications within the facility such as producing steam or heating water, reducing facility demand on the grid. CHP burns natural gas as fuel to generate energy, but combustion emissions from that process will also be captured at the Edmonton CCS plant. This means the plant will reduce Scope 1 emissions (from the cement plant) as well as Scope 2 emissions (from the CHP plant). CHP is not yet common in the cement industry, despite the fact that recovering carbon dioxide from a flue gas stream is energy intensive. The Edmonton CHP plant is therefore expected to yield significant advances in implementing the technology for the cement sector.
The pursuit of net-zero cement production is critical, since most estimates identify the cement/concrete industry as being responsible for 5-8% of global anthropogenic greenhouse gas emissions. Enabling net-zero carbon cement or near zero carbon concrete has become a goal for many building professionals, so the time is right for producers to make strides in reducing CO2 emissions. As the industry works toward clearer definitions and metrics, and makes engineering and equipment investments, net- and near-zero cement and concrete respectively are becoming a reality.

IGNACIO CARIAGA, P.ENG., MBA, IS THE COMMERCIAL SUSTAINABILITY DIRECTOR AT HEIDELBERG MATERIALS NORTH AMERICA.
More PE Community: Industry Articles

Our society is abuzz with talk about artificial intelligence (AI) and how it is changing our live


In a world increasingly driven by technological advancements and complex innovations, the ability to communicate technical information to nonengineer audiences is a crucial skill for engineers.
July/August 2020
September/October 2019